スポット溶接機とは?特徴から選び方までわかりやすくご紹介!
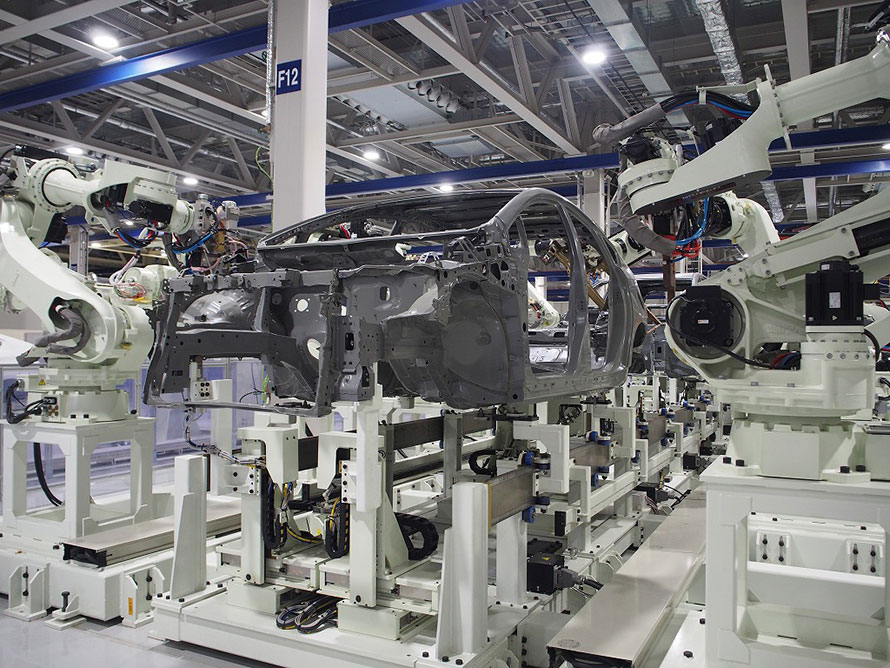
数ある溶接の中でも、比較的手軽に使いこなすことができるスポット溶接機。自動車のボディー溶接からDIYまで、幅広い用途で使われています。
しかしアーク溶接やガス溶接と比べるとマイナーなため、どういったものかご存じない方も多いのではないでしょうか?そこで今回はスポット溶接機について、その原理や構成から機器の選び方までご紹介していきます。あまり専門用語を使わずわかりやすく説明しますので、ぜひご覧ください。
スポット溶接機とは?その構成や特徴について
まずはスポット溶接の原理から構造や使われ方まで、わかりやすくご紹介していきます。
スポット溶接の原理
溶接には大きく「融接」・「圧接」・「ろう接」の3つの方法があります。接合時に圧力を加える方法が「圧接」で、その中の電気抵抗を利用して溶接を行う「抵抗溶接」のひとつが「スポット溶接」です。
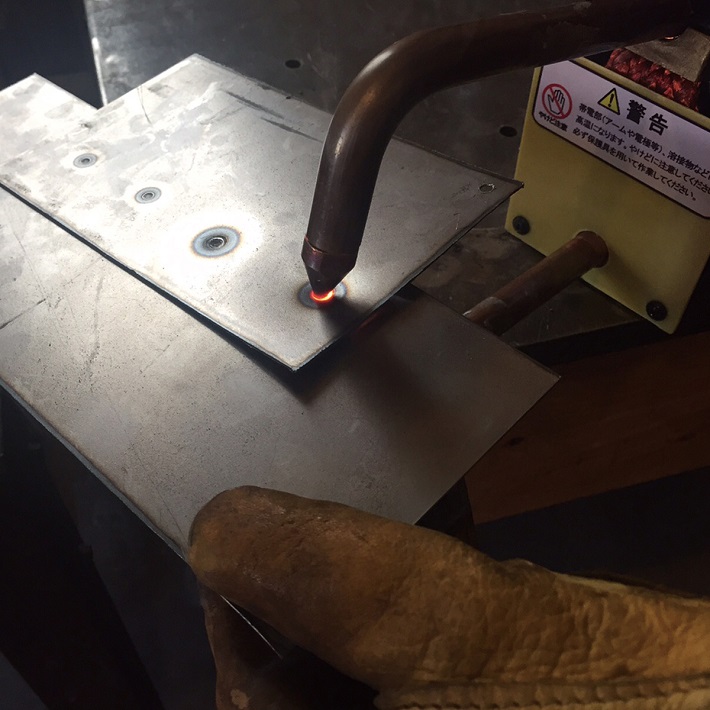
溶接面が「点」で接合されるために「スポット(spot=小さい点)溶接」と呼ばれます。正確には「電気抵抗スポット溶接」と呼ぶべき方法で、下図のように電源に接続された電極の間に2枚の金属板を重ね合わせます。そして圧力を加えながら通電することで、抵抗発熱によって重ねた金属を溶かし、接合する方法です。
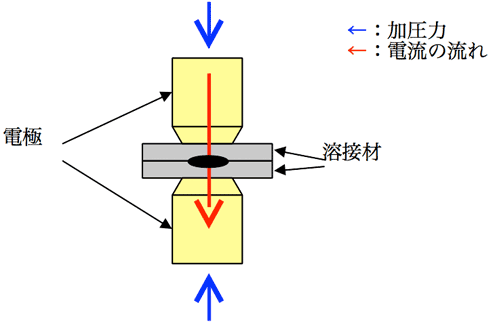
このようなスポット溶接は薄い金属同士の接合には最適で、仕上がりが美しいため自動車などの外観の溶接に多く用いられます。
またスポット溶接の溶接品質は、次の3つの条件設定で決まります。
- 加圧力
- 電流
- 通電時間
それぞれが不足すると通電不足で強度不足になり、過大だと金属に凹が発生するなど外観の低下につながります。
さらにこの条件は互いに関係し合い、また使用する電極や溶接する金属の種類によっても変化します。そのため溶接の現場では、
- JISなどで示されている標準条件表を参考に、目安の条件を選定する
- 選定した条件で試しの溶接を行い、その品質を確認する
- 品質の状態により条件を補正して、適正な条件を決定する
といった手順で適正な各条件を設定していきます。
スポット溶接機の構成
一般的なスポット溶接機は、次のような構成です。
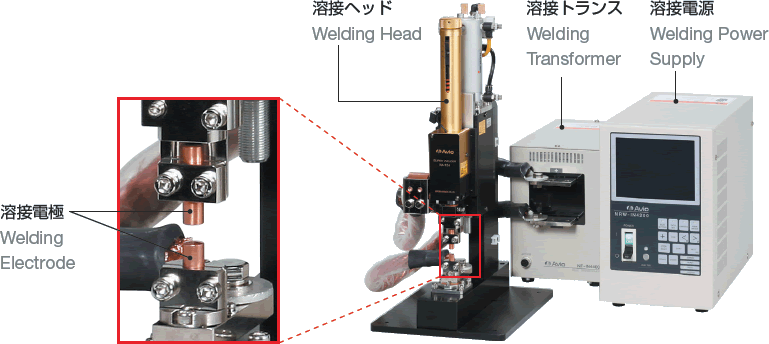
それぞれの部品には、次のような役割があります。
- 電源:時間や波形を制御した電流をトランスに流す
- トランス:電流を大電流に変換する
- ヘッド:対象物に圧力を加える
- 電極:電流を流し溶接を行う
スポット溶接機を使うメリット・デメリット
スポット溶接機には、アーク溶接といった他の溶接方法と比べ、次のようなメリット・デメリットがあります。
スポット溶接機のメリット
溶接速度が速い
点で溶接するため、線で溶接する他の溶接に比べて1箇所あたりの作業時間が短くなります。
熟練の技術が不要
他の溶接のように火花が散ることが少なく、また決まった箇所を点で溶接するため、慣れていない作業者でも比較的容易に溶接を行えます。
溶接材料が不要
アーク溶接やガス溶接では金属の他に溶接材料を用意し、それを溶かして溶接を行います。しかし溶接する金属同士を溶かして接合させるスポット溶接では溶接材料は不要です。
スポット溶接機のデメリット
大きな衝撃が加わる部分には使用できない
点で溶接するため、線で溶接する他の方法に比べて溶接箇所の強度が下がります。そのため自動車のフレームなど、強度を保証する必要がある箇所には使うことはできません。
厚い金属を溶接できない
溶接したい金属同士に瞬間的に大電流を流し溶接するという仕組みのため、瞬間的に溶融できないほど厚い金属には使えません。
溶接する金属によって電極を変える必要がある
溶接する金属によって導電率や熱伝導率がちがってくるため、その金属に適した電極を見つけて使用する必要があります。
DIYではどんなものに使うの?
スポット溶接機はDIYでも使われ、次のようなものに用いられます。
クッキー型つくり

ワイヤークラフトづくり
 引用:SUZUKID
引用:SUZUKID
ちなみに「DIYで溶接」と聞くと、このようなインテリアづくりを思い浮かべる方もいるかも知れませんが、残念ながらスポット溶接機ではこういった太い・厚い金属の溶接は行なえません。スポット溶接機はあくまでも薄い金属同士を溶接するためのものですので、DIYで使える用途はかなり限定されます。
(ちなみにこちらは半自動アーク溶接機で溶接して作成したそうです)
 引用:DIY FACTORY COLUMN
引用:DIY FACTORY COLUMN
スポット溶接機は自作できる?
スポット溶接機は自作できます。例えばこちらは、香川高等専門学校でスポット溶接機を自作した際のレポートで、回路図なども掲載されています。
他にもカーバッテリーを電源としたものなど、様々な自作スポット溶接機がウェブ上に公開されています。しかし100Vの家庭用電源を用いた場合では感電の恐れがあり、12Vのカーバッテリーでも使い方によって電解液からの引火爆発といった危険性が大です。スポット溶接機の自作は、電気関係に詳しい方のみ行うようにしましょう。
スポット溶接機を使うための準備や条件設定は?
スポット溶接機を使うときには何が必要になるのでしょう?準備するものから電極の選び方、条件設定まで見ていきましょう。
準備するもの
スポット溶接機で溶接を行う場合、準備するものは下記の4点です。ただし手袋と保護メガネについては、使用する機器の種類に応じて必要となります。
- スポット溶接機
- 溶接する金属
- 手袋(溶接時に火花が散りやすい場合や、大きい金属を使うなど手を傷つける恐れがある場合に必要)
- 保護メガネ(小さな部材の溶接など、溶接箇所が顔と近くなる場合に必要)
アーク溶接などでは、その他に遮光マスク、安全帽、作業服、エプロン等の防護服などが必要となりますが、スポット溶接機では必要ありません。アークの強い光(紫外線)が出ないため、目や肌を保護する必要がないのです。
また大きい音も出ないため耳栓も不要、粉塵も出ないためマスクも不要、さらに溶接材料も必要ありません。
資格は必要?
スポット溶接機の作業を行う際に、必要な講習や資格はありません。
その一方で、ガス溶接作業を行う場合には「ガス溶接技能講習」を修了している必要があり、アーク溶接作業を行う場合には「アーク溶接等特別教育」を修了していることが必須です。これは労働安全衛生法で定められており、違反した場合は作業者だけでなく事業者も罰せられます。
また溶接の業界には、技能レベルを証明する「溶接技能者資格」もありますが、この資格にもスポット溶接機を対象としたものは存在しません。
それだけスポット溶接というものが特別な技能を必要とせず、また危険性が低いという表れなのでしょう。
溶接条件の設定を行う
他の溶接と比べて準備するものや資格が必要ないスポット溶接機ですが、溶接を行う際にはしっかりと条件を設定する必要があります。スポット溶接において最も重要で最も難しいのがこの条件設定といえます。
前述の通り、スポット溶接機の品質を決めるのは加圧力・電流・通電時間です。この条件を決める上で必要となるのは、まず電極を選ぶことです。
①電極を選ぶ
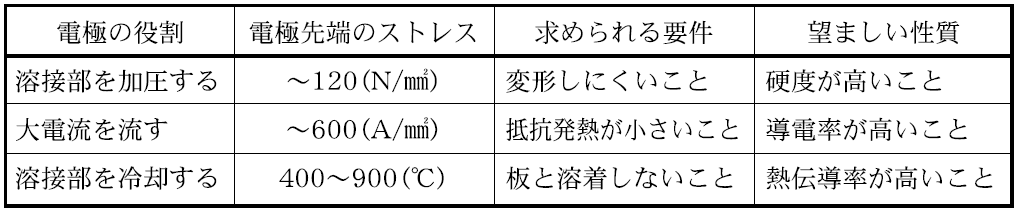
電極の材質と形状が溶接の品質に影響を与えるため、最適な電極を選ぶ必要があります。電極の役割と望ましい性質は次のとおりです。
 引用:新光機器
引用:新光機器
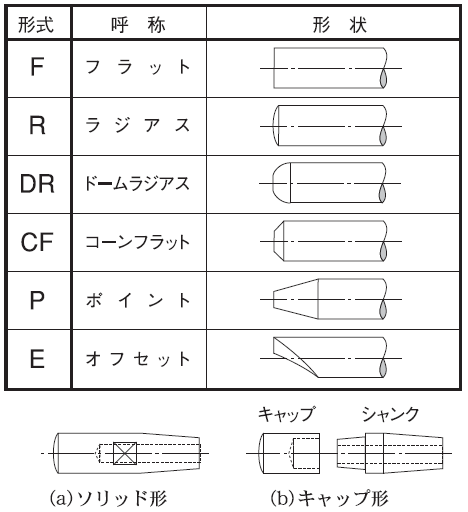
電極の形状にも様々なものがあります。溶接時に電極まで溶けてしまうことを避けるには、融点が高い電極を使う方法の他に、電極の先端が太い形状のものに変える方法もあります。先端が太いと熱が効率よく放出されるため、尖った先端のものよりも溶けにくくなります。
 引用:新光機器
引用:新光機器
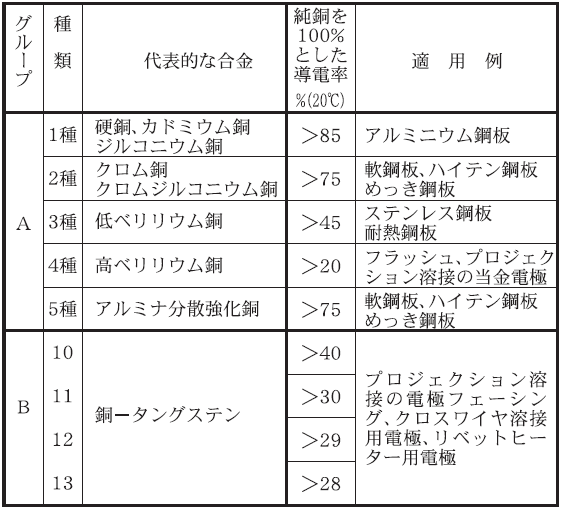
また電極の材料を変えると、下図のように導電率も大きく変わってきます。例えば銅-タングステンは、純銅に比べると大幅に導電率が下がりますが耐熱性に優れるため、電極が溶けてしまう可能性が低くなります。
 引用:新光機器
引用:新光機器
このように様々な種類がある電極から、自分が行いたい溶接の内容(材料、形状など)に合わせて最適な種類と形状を選びます。
②条件を決める
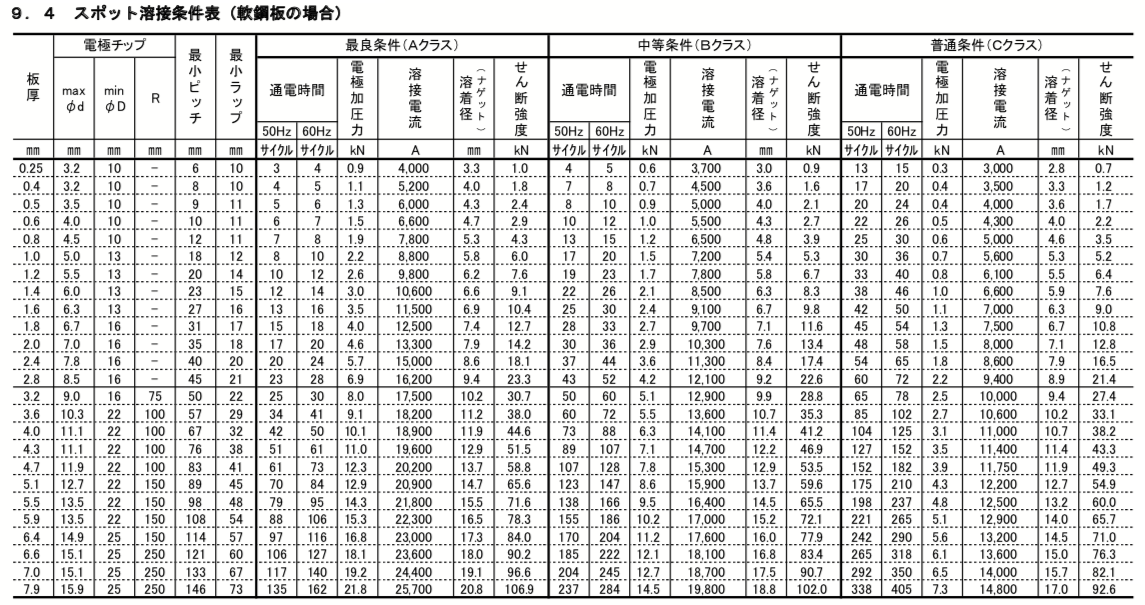
電極を選んだら、加圧力・電流・通電時間を決めていきます。まずは下図のような条件表に基づいて試しの条件を決めて、試しの溶接を行います。その強度を確認した上で電流や時間などを微調整する、ということを繰り返したうえで最適な条件を見つけ出します。
 引用:ダイヘン
引用:ダイヘン
スポット溶接機を使う
適正な溶接条件が見つかれば、その値を溶接機に条件を入力し溶接を行います。条件設定さえできれば、溶接自体は難しくありません。
この動画でも紹介している通り、女性や初心者でも安全に作業できるのがスポット溶接の特徴です。
スポット溶接機はどうやって選ぶ?形式・目的別の選び方
プロ用から家庭向けまでたくさんの種類があるスポット溶接機は、どのように選べばいいのでしょうか?ここでは形式別、目的別のスポット溶接機の選び方をご紹介します。
【選び方1】定置型かポータブル型か?固定形式で選ぶ
スポット溶接機には固定形式によって、定置型とポータブル型があります。
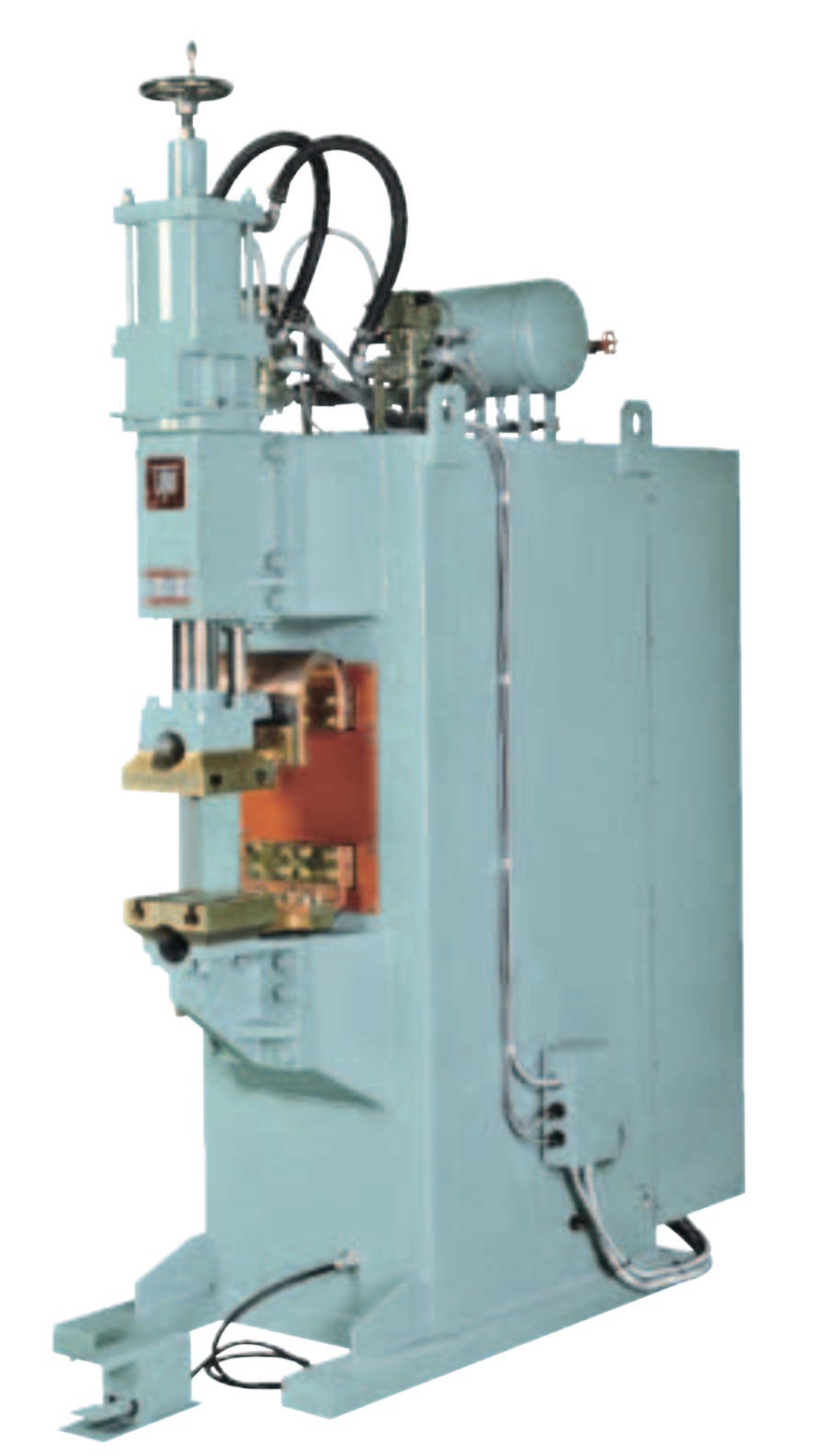
定置型スポット溶接機
定置型は機器自体が大型になるため、溶接を行う金属が大型でも作業がしやすい特徴があります。こちらの向洋技研 NK-21は、テーブルが800×1000mmもあるので、大きな材料であっても一人で無理なく作業を行えます。
 引用:向洋技研
引用:向洋技研
ポータブル型スポット溶接機
ポータブル型は、小型で持ち運び可能という特徴をもったスポット溶接機です。大同興業 ART-7902は小型ですが、最大定格容量20.5KVAで溶接できる最大板厚が2.5ミリ+2.5ミリとハイパワーでガンガン溶接できます。

【選び方2】単相交流?インバータ直流?電源形式で選ぶ
電源形式によって単相交流・インバータ直流・コンデンサ放電型などの機器があり、それぞれに特徴があります。
単相交流方式スポット溶接機
単相交流は装置が簡単で安価なため、最も普及している電源形式です。近藤テック KTH-MWSは単相交流式の超小型スポット溶接装置。φ0.05~0.2mmの細線同士や細線と薄板といった溶接に適しています。

インバータ直流方式スポット溶接機
中央製作所 SID3シリーズに使われるインバータ直流方式は力率が高いため、高品質な溶接が行えるのが特徴です。また火花の発生も抑えるため作業環境の改善にもつながります。
 引用:中央製作所
引用:中央製作所
コンデンサ方式スポット溶接機
中央製作所 CSシリーズに使われるコンデンサ方式は、数ms~十数msという短い時間で溶接を行えるため、電源設備容量を小さくできます。ただし時間制御ができない、打点速度に制限があるといった欠点があります。
 引用:中央製作所
引用:中央製作所
【選び方3】ペン型?ピンセット型?電極の種類で選ぶ
電極の種類にも様々なものがあります。自分が行いたい溶接の用途によって電極を選んでみましょう。
ペン型電極
「Yokodai HSW-01A」の電極はペンのように手に持って溶接を行えるため、溶接したい箇所に的確に電極を合わせることができます。ただし加圧力が適正にかかりづらいため電極の溶着が起こることがあります。
 引用:Yokodai
引用:Yokodai
ピンセット型電極
Yokodai HSW-W2は溶接する金属を挟み込むため、適正な加圧力を加えやすいことが特徴です。この電極はYokodai製のすべての溶接機に取付可能です。
 引用:Yokodai
引用:Yokodai
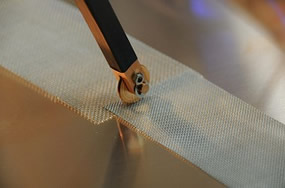
ローラー式電極
他メーカーでは見かけないYokodai PSW-R2のこの形状は、金網や箔などの溶接でローラーを回転させることにより連続的な溶接作業が行えます。下には棒状電極を置き、金属を挟んで作業を行います。やはりこの電極もYokodai製のすべての溶接機に取付可能です。
 引用:Yokodai
引用:Yokodai
【選び方4】ジュエリーなどの微細加工に使いたい
細かい貴金属の溶接など、微細加工に使いたい場合は、アークスポット溶接機PUK05がおすすめです。マイクロスコープがついているため、非常に小さなアクセサリーの加工が行えて、シルバー溶接からサイズ直しまで様々なシーンに使うことができます。
【選び方5】DIYに使いたい
DIYに使いたい場合は、
- 小型であること
- 100Vで使用可能であること
が条件になります。そこでおすすめしたいのがSUZUKIDのパスポ。こちらは100Vで使用可能なのはもちろん、火花や音が出にくいため屋内でも使用可能とDIYにはぴったりです。
趣味でレストア板金などを行う方はぜひ使ってみて下さい。

まとめ
今回はスポット溶接機について、できるだけわかりやすくご紹介してきました。溶接の条件設定が難しいですが、大変キレイな仕上がりになることを考えれば、試しの溶接を行うことも苦になりませんよね。
この記事でスポット溶接機が少しでも身近に感じられ、皆さんが触れる機会が増えればと思います。面白そう!と思った方は、ぜひDIY用のスポット溶接機をチェックしてみて下さい。

※記事の掲載内容は執筆当時のものです。